
 当前位置:
当前位置:






熔融镀锌生产线中的沉没辊等部件沉浸于450~480℃的熔融锌液中,受到活性很强的锌液的腐蚀和渗透,使辊面产生点蚀、蚀坑而变得粗糙,同时钢带由辊面带动的运动速度高达35~40m/s,因此其工作寿命一般都较短。沉没辊的频繁更换或维修,不仅降低了作业率,而且劳动强度高,给生产和操作带来诸多不便,同时大大增加了锌的消耗。而且,镀锌板表面质量在很大程度上取决于沉没辊的表面质量和耐磨蚀性。
2 熔锌腐蚀机制
熔锌对金属的腐蚀机制可分为:与锌互溶材料的腐蚀机制和与锌不互溶材料的腐蚀机制。
2.1 与锌互溶材料的腐蚀机制
所谓互溶,是指这种材料能与锌形成固溶体,在相图上有互溶区。这种材料与锌液润湿,腐蚀的失效形式为均匀的熔蚀。钢和几乎所有的纯金属都属于这种材料。这类材料的腐蚀失效形式为均匀腐蚀,腐蚀机制是溶解腐蚀、反应扩散腐蚀、化学反应腐蚀、选择性溶解和锌液中杂质的不利影响等几种机制同时存在。
2.2 与锌不互溶材料的腐蚀机制
与锌不互溶的材料在相图上无固溶区,不形成固溶体,与锌液不润湿。腐蚀的***终失效形式为局部的孔洞(称孔蚀)或裂纹(称裂纹腐蚀)。大多数金属间化合物属于这类材料。与锌不溶材料的腐蚀、反应扩散和化学反应腐蚀机制基本不存在,只有微溶解。腐蚀主要是因为锌液作用于材料表面的微观缺陷而致,材料的韧性对耐蚀寿命有重要影响。锌液在缺陷处、成分不均匀处(例如B的低浓度区)产生选择性优先腐蚀和韧性材料
发生孔蚀和脆性材料发生裂纹腐蚀。因此,均化材料表面、减少缺陷、增加材料的韧性,都会大大延长材料的耐锌蚀寿命。
3 沉没辊表面改性的进展
沉没辊基体材料主要是不锈钢,由于表面磨损快,生产效率低,不能适应大批量生产。辊面的防腐蚀及延长寿命技术的发展大致有以下方面。
3.1 改善辊子基体的合金成分
20世纪80年代以前,沉没辊一般无防腐蚀措施,因而辊面很快磨蚀,很难生产大量高质量的镀锌钢板。至80年代初,当合金化镀锌板开始用作汽车面板时,才开始对辊子进行研制。开始是将SUS316钢种的Ni含量降低,从而使辊的耐磨蚀率提高了2倍。
3.2 表面改性
表面改性技术是在不改变基体材料的前提下,运用现代技术改变材料表面的成分、结构和性能的处理技术。目前所采用的耐熔锌材料表面改性的方法主要包括下述几种。
(1)渗镀法 通过热扩善的方法,将所需原子渗入到基体金属表面,渗入元素固溶在基体金属里或经反应扩散形成新的化合物层而具有不同于基体金属的全新性能。对于不同性能的需要通过选择渗入元素的种类来实现。用于耐熔锌腐蚀的渗镀层主要采用在低碳钢表面上渗硼、先渗硼后渗钼的顺序渗以及在铬钢表面的渗钛。渗硼层中的FeB、顺序渗中的MoB2、渗钛层中的Fe2Ti都与锌液不互溶、不润湿、不发生化学反应,具有良好的耐融锌腐蚀性能。对熔锌腐蚀的保护就是依靠这些新形成的相来实现的。在上述工艺中,渗硼工艺发展较成熟,且由于硼原子为小原子容易渗入,耐熔锌腐蚀效果好。但是,利用渗镀的方法所获得的渗层都很薄,难于长期抵抗锌液的浸蚀,其耐蚀寿命都很有限,不能彻底解决锌液的腐蚀问题。
(2)热喷焊 热喷焊方法可以解决热喷涂层与基体结合力差,涂层易剥落的缺陷。热喷焊主要需要解决喷焊所需用的材料问题,因为耐熔锌腐蚀性能好的材料一般焊接性能较差、脆性大,难以喷焊成均匀平滑的涂层,即使是形成喷焊层也会在冷却过程中产生裂纹而丧失耐蚀性能。目前还没有解决喷焊材料问题,因此此种方法应用几乎没有。
(3)无沉没辊技术 近年来,国内外研发机构相应提出取消沉没辊机构,开发以非接触方式将带钢引入锌锅的装置,即无沉没辊热浸镀锌技术。目前主要有浮子技术和电磁封流技术。浮子技术是1984年日本三菱重工首先在广岛研究所的试验线上进行带钢悬浮传送装置(简称浮子)的实验研究,其基本原理如图2所示,即利用1对缝状喷嘴,将喷出来的流体以某一角度喷射到带钢上,流体遇到带钢后改变方向,使其动量发生变化,在浮子和带钢之间的空间产生动压。该动压足够大时带钢即被托起,形成非接触传送。浮子技术虽然解决了带钢与辊子的接触引起的表面质量问题,但是,由于浮子结构本身设置在锌液中,仍然存在液态锌腐蚀等问题。
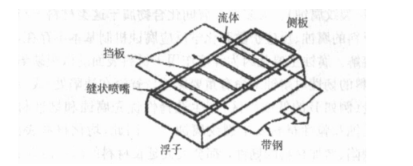
图2 浮子基本形状
电磁封流技术按磁场发生方式可分为交流磁场封流技术和直流磁场封流技术。其原理如图3所示,即利用电磁力与镀锌槽内锌液的静压力形成动平衡,阻止锌液流出。电磁封流技术也存在封流稳定性和因磁极吸引力引起的走带稳定性的问题。因此,实现该技术还需要在设备完善和工艺改进上不断努力。
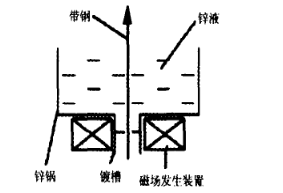
图3 高频交流、直流磁场封流原理
(4)热喷涂 热喷涂技术是表面工程学的一个重要组成部分,它为解决现代钢铁工业的设备表面强化问题提供了有效的手段。热喷涂是利用某种热源将喷涂材料加热到熔融或半熔融状态,同时借助于焰流或高速气流将其雾化,并推动这些雾化后的粒子喷射到基体表面,沉积成具有某种功能的涂层。用于熔锌腐蚀涂层的热喷涂技术,其性能的好坏主要取决于喷涂材料的种类和喷涂工艺方法。喷涂方法和喷涂料制造工艺不同,涂层的寿命也不尽相同,多达40~60天,少仅10~15天。此外,沉没辊的使用寿命还与所生产的钢板种类及锌液的成分有关。为获得涂层所需的性能,研究者们将更大的精力投入到了喷涂用材料的选择研究上。目前用于耐熔锌腐蚀涂层的材料主要有:WC/Co、3%~9%B+Mo、Cr+W+Mo。由于这些材料构成的喷涂层本身具有较好的耐融锌腐蚀性能,因此用在无温差变化的静态工况条件下收到了较好的效果。热喷涂方法也有其不足之处,如涂层与基体间结合力差,易脱落;不同材料具有不同的膨胀系数等。需要作进一步改进。
目前,新的沉没辊采用马氏体不锈钢制作辊体,既耐腐蚀又与喷涂面层材料的热膨胀系数比较匹配。涂层采用双层涂层系统,底层采用硬度较高的带材堆焊,以大幅度提高面层涂层的抗挤压凹坑能力及耐剥蚀性;面层采用超音速火焰喷涂金属陶瓷涂层,具有优异的耐融锌腐蚀的能力和极好的耐磨性。这种新型的沉没辊,其使用寿命可比原用的沉没辊提高2~8倍。其他的工艺还有无机涂料方法等,但都未能很好解决熔融锌腐蚀的问题。
3.3 改善镀层孔隙的封闭方法
由于热喷涂涂层含有微小的孔隙,对镀锌层的光滑性仍有一定影响,且易引起颗粒间的边界腐蚀,目前开发的几种封孔剂能使其使用寿命大大延长,为生产高质量的汽车用合金化镀锌板创造了***的良好条件。
